隨著工業生產規模化發展,化工、制藥、食品加工等行業產生的高濃度廢水(COD≥2000mg/L、含高鹽 / 難降解有機物 / 重金屬)成為環保治理核心難題。高濃度廢水處理設備作為污染治理關鍵載體,其技術適配性直接決定處理效率、運行成本及達標穩定性。本文結合最新行業標準與工程案例,系統解析高濃度廢水處理設備的核心類型、選型邏輯及應用場景,為企業環保治理提供專業參考。
一、高濃度廢水處理設備核心類型與技術特性
高濃度廢水成分復雜(高 COD、高鹽、有毒性、難降解),需通過 “預處理 - 主體處理 - 深度處理” 三級工藝體系實現達標,不同環節對應專用設備,核心類型及技術參數如下:
(一)預處理設備:破除污染負荷瓶頸
預處理設備聚焦降低廢水毒性、提升可生化性,為后續深度處理奠定基礎,主流類型包括:
微電解 / Fenton 氧化設備:通過鐵碳微電解反應或羥基自由基(・OH)氧化,破壞難降解有機物結構(如酚類、染料),B/C 比提升至 0.3 以上,適用于焦化、農藥等高毒性廢水。核心設備為鐵碳微電解塔、芬頓反應器,處理負荷可達 5-10kg COD/(m³・d)。
混凝沉淀 / 氣浮設備:通過投加絮凝劑形成礬花,去除懸浮物、膠體及部分油脂類污染物,COD 去除率達 30%-50%,適配化工、印染行業預處理。核心設備包括斜管沉淀池、溶氣氣浮機(DAF),運行成本低至 0.5-1.2 元 /m³。
吸附設備:采用活性炭或專用樹脂選擇性吸附重金屬離子(如 Cr⁶⁺、Ni²⁺)及難降解有機物,適用于電鍍、醫藥廢水預處理,重金屬去除率≥95%。
(二)主體處理設備:核心污染物降解核心
主體處理設備分為生物處理與高級氧化兩大類,針對高濃度有機物實現高效降解:
厭氧生物處理設備:
UASB 反應器(升流式厭氧污泥床):符合 HJ 2013-2012 行業標準,適用于 COD 5000-50000mg/L 的有機廢水(如釀酒、造紙黑液),有機負荷達 8kg COD/(m³・d),COD 去除率穩定在 75%-85%,可回收沼氣資源(CH₄含量 60% 以上)。
AnMBR(厭氧膜生物反應器):融合厭氧工藝與膜分離技術,膜組件(PTFE 中空纖維膜)可截留污泥,解決傳統厭氧工藝污泥流失問題,氨氮耐受性達 2500mg/L 以上,垃圾滲瀝液處理中 COD 去除率≥88%,出水水質穩定達標。
高級氧化設備:
臭氧催化氧化設備:通過 O₃/UV 或 O₃/H₂O₂組合工藝,降解抗生素、農藥等難降解有機物,適用于醫藥、精細化工廢水,COD 去除率達 40%-60%,脫色效果顯著。
MVR 蒸發器(機械蒸汽再壓縮):針對高鹽廢水(TDS>15%)實現鹽水分離,能耗較傳統多效蒸發器降低 90%,鹽回收率≥90%,適配化工、制藥高鹽廢水零排放系統。
(三)深度處理與資源化設備
深度處理設備聚焦出水達標與資源回收,核心類型包括:
膜分離設備:DTRO(碟管式反滲透)抗污染設計,適配垃圾滲瀝液、化工濃水等極端水質,TDS 去除率>95%;RO 反滲透系統可實現水資源回用,回用率達 80% 以上(如工業冷卻用水)。
結晶分鹽系統:從濃縮液中分離回收 NaCl、Na₂SO₄等工業鹽,實現 “廢水零排放 + 資源循環”,適用于煤化工、氯堿工業。
沼氣利用系統:將厭氧處理產生的沼氣脫硫后用于發電或供熱,降低運行成本,典型案例中可覆蓋污水處理廠 30%-50% 能耗需求。
二、高濃度廢水處理設備選型核心邏輯與行業適配
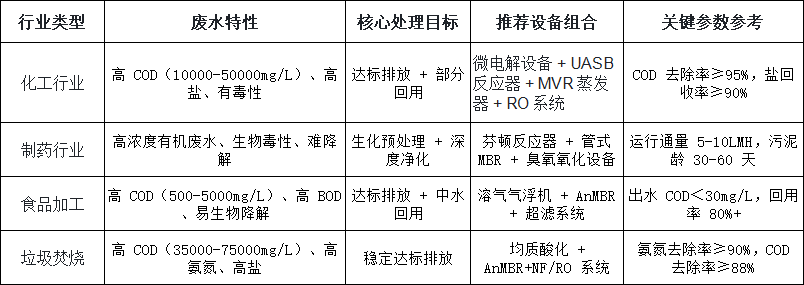
設備選型需遵循 “水質特性 - 處理目標 - 運行成本” 三維匹配原則,不同行業適配方案如下:
 選型關鍵注意事項:
選型關鍵注意事項:
水質適配:高鹽廢水優先選擇耐鹽膜組件(PVDF 材質)或蒸發結晶設備,避免鹽析污染;難降解廢水需前置高級氧化預處理提升可生化性。
運行成本:厭氧設備(UASB、AnMBR)運行費用較好氧工藝低 50% 以上,適合大水量高濃度有機廢水;小水量高毒性廢水可選擇電化學氧化設備,運維簡便。
標準合規:需符合《城鎮污水處理廠污染物排放標準》(GB 18918-2002)一級 A 標準及行業專用標準(如制藥行業 GB 21906-2008)。
三、工程案例:高濃度廢水處理設備實際應用效果
案例 1:錦州化纖聚酯廢水處理工程
廢水特性:COD 均值 8000mg/L,BOD₅/COD<0.3,含難降解芳香族化合物
設備組合:溶氣氣浮機 + UASB 反應器(有機負荷 8kg COD/(m³・d))+ 兩段 AO + 臭氧催化氧化 + RO 系統
處理效果:出水 COD<30mg/L,氨氮、總磷達標一級 A 標準,80% 出水回用為工業冷卻用水,處理成本 2.63 元 /m³。
案例 2:北京高安屯垃圾滲瀝液處理項目
廢水特性:COD 51065±3734mg/L,氨氮 1963±101mg/L,鹽分>15000mg/L
設備組合:內置浸沒式 AnMBR(PTFE 中空纖維膜)+ 氣體循環系統
處理效果:COD 去除率 90%,氨氮去除率 88% 以上,膜通量穩定在 7L/(m²・h),出水水質滿足 GB 16889-2008 標準。
四、高濃度廢水處理設備技術升級趨勢
智能化集成:設備搭載在線監測系統(實時監測 pH、COD、DO 等參數)與自動控制模塊,實現投藥量、曝氣強度動態調節,降低人工成本。
資源化強化:厭氧設備與沼氣發電系統聯動,蒸發結晶設備與鹽回收工藝結合,實現 “治理 + 資源回收” 雙重目標,符合 “雙碳” 政策要求。
抗污染優化:膜組件材質升級(如耐鹽 PVDF、陶瓷膜),預處理工藝強化(如前置氣浮 + 高級氧化),延長設備使用壽命,降低運維成本。
結語
高濃度廢水處理設備的選型與應用需立足水質特性、處理目標及經濟成本,通過 “預處理 - 主體處理 - 深度處理” 的科學組合,實現污染物高效去除與資源循環利用。未來,隨著環保標準趨嚴與技術創新,智能化、資源化、低碳化將成為高濃度廢水處理設備的核心發展方向。企業在選型時應優先選擇符合行業標準、具備工程案例驗證的設備,必要時聯合專業環保企業制定定制化方案,確保治理效果與長期穩定運行。




